
企业融资网 > 互联网金融 > 正文
如何计算冲床的吨位(3分钟让你学会冲床吨位的
网络整理 2021-04-03 00:02 (原创文章www.9y9y.com)
(原创文章www.9y9y.com)
冲床的计算吨位分为两种: (自媒体www.9y9y.com)
(1)无斜刃口冲
(原创文章www.9y9y.com)
公式:冲芯周长(mm)×板材厚度(mm)×材料的剪切强度(kn/mm2)=冲切力(KN) 换算成公吨:用KN除以9.81
冲芯周长----任何形状的各个边长相加
材料厚度----指冲芯要冲孔穿透的板材的厚度
材料的剪切强度----板材的物理性质,由板材的材质所决定,可在材料手册中查到。
常见材料的剪切强度如下:
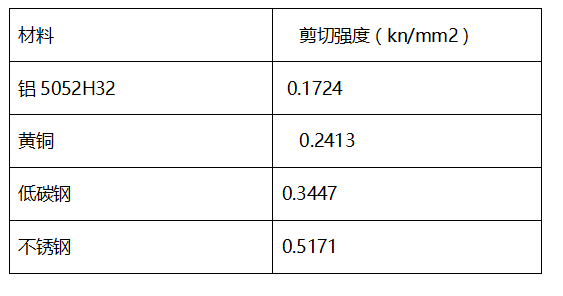
举例 :在3.00mm厚的低碳钢板材上冲孔,形状方形,边长20.00mm 从表格看出,铝5052、黄铜、不锈钢的抗剪强度分别是低碳钢的0.5、0.7、1.5倍。
冲芯周长=80.00mm
材料厚度=3.00mm
剪切强度=0.3447kn/mm2
8.00×3.00×0.3447=82.73KN
82.73KN÷9.81=8.43公吨
(2)普通冲床压力计算公式
冲裁力计算公式: p=k*l*t*τ
p——平刃口冲裁力(n);
t——材料厚度(mm);
l——冲裁周长(mm);
τ——材料抗剪强度(mpa);
k——安全系数,一般取k=1.3.
冲剪力计算公式: f=s*l*440/10000
s——工件厚度
l——工件长度
从表格,冲裁力吨位简易计算
防锈铝 f=sl23向前移动3个零,
黄铜 f=sl34向前移动3个零,
低碳钢 f=sl45向前移动3个零,
不锈钢 f=sl67向前移动3个零。
免费加盟代理请联系于经理17601315811(有返佣)

转载请标注:信息网——如何计算冲床的吨位(3分钟让你学会冲床吨位的
- 搜索
-
- 2021-04-03“十四五”城镇化展望:
- 2021-04-03如何计算冲床的吨位(3分
- 2021-04-03前2月广东外贸规模创新高
- 2021-04-02瞄准氢能、工业机器人等
- 2021-04-02独家专访穆迪分析首席经
- 2021-04-02深圳为“无人驾驶”立法
- 2021-04-02湖北首发地方债250亿!二
- 2021-04-02元旦晚会开场白(021班级
- 2021-04-02施耐德电气:2025年前实现
- 2021-04-022021年普惠金融定向降准前
- 2021-03-21“不刚兑”的诺亚财富因
- 2021-03-21央行行长易纲:小额支付
- 2021-03-21虚拟货币BHB传销案开庭 主
- 2021-03-21上海一集资诈骗案开审:
- 2021-03-21注册资本80亿!巨头坐镇
- 2021-03-21早报:爱钱进代言人汪涵很
- 2021-03-21京东首次回应直播业务:
- 2021-03-21央行定向降准0.5至1个百分
- 2021-03-21小贷公司监管指标再调!
- 2021-03-21财政部:人民群众不会因
- 2021-04-03“十四五”城镇化展望:
- 2021-04-03如何计算冲床的吨位(3分
- 2021-04-03前2月广东外贸规模创新高
- 2021-04-02瞄准氢能、工业机器人等
- 2021-04-02独家专访穆迪分析首席经
- 2021-04-02深圳为“无人驾驶”立法
- 2021-04-02湖北首发地方债250亿!二
- 2021-04-02元旦晚会开场白(021班级
- 2021-04-02施耐德电气:2025年前实现
- 2021-04-022021年普惠金融定向降准前
- 网站分类
-
- 标签列表